
 学霸论文网经过十余年的发展历程,我们起初的梦想逐渐变成了现实,已经发展成为了一个本科、硕士、博士研究生毕业论文代写代发为主的代写毕业论文平台。
十二年专注致力于博士硕士专本科论文代写服务这一核心业务模块,让我们成为了业内有序经营时间最长的综合性论文网站之一,拥有丰富的服务经验和社会资源。
合作的写作老师已有2000多位,均为有丰富实践经验的高学历专业人才,以保证文稿的质量与版权,为广大毕业生解决经济、管理、法律、医学、会计、体育、
历史、教育教学、建筑等专业的毕业论文及代发代写论文等服务,强大的写作团队奠定了我们的实力!
我们相信通过我们的不断努力和追求,一定能够实现与客户的互利共赢!
学霸论文网经过十余年的发展历程,我们起初的梦想逐渐变成了现实,已经发展成为了一个本科、硕士、博士研究生毕业论文代写代发为主的代写毕业论文平台。
十二年专注致力于博士硕士专本科论文代写服务这一核心业务模块,让我们成为了业内有序经营时间最长的综合性论文网站之一,拥有丰富的服务经验和社会资源。
合作的写作老师已有2000多位,均为有丰富实践经验的高学历专业人才,以保证文稿的质量与版权,为广大毕业生解决经济、管理、法律、医学、会计、体育、
历史、教育教学、建筑等专业的毕业论文及代发代写论文等服务,强大的写作团队奠定了我们的实力!
我们相信通过我们的不断努力和追求,一定能够实现与客户的互利共赢! 转子出轴端自动校直机控制系统设计
摘要
 由于压轴和点焊会引起转子轴变形,致使电机工作时有振动和噪声,这严重缩短了电机的使用寿命。再者,传统手工校直手段已无法满足生产的需要,迫切要求自动校直装置取代手工校直。所以,本文提出了一种具人机交互的自动校直机测控系统,着重描述了系统工作原理、控制要求、硬件与软件设计。该系统能计算出径向跳动最大值所在相位及校直行程量。实践表明,该装置能显著改善产品质量、提高效率和降低劳动者劳动强度。
由于压轴和点焊会引起转子轴变形,致使电机工作时有振动和噪声,这严重缩短了电机的使用寿命。再者,传统手工校直手段已无法满足生产的需要,迫切要求自动校直装置取代手工校直。所以,本文提出了一种具人机交互的自动校直机测控系统,着重描述了系统工作原理、控制要求、硬件与软件设计。该系统能计算出径向跳动最大值所在相位及校直行程量。实践表明,该装置能显著改善产品质量、提高效率和降低劳动者劳动强度。
自动校直技术是一种先进的装备制造技术,其应用能提升机械产品的品质,被世界各发达国家重点关注。近年来,我国校直机发展迅速,但仍处在探索发展阶段,产品设计显得尤为重要。本文设计了一种基于触摸屏的自动校直机测控
系统,其结构符合主流工业控制系统设计。该测控系统采用触摸屏作为人机交互媒介,不但能以丰富的图形显示各种数据,用户只需要点击触摸屏上的图符或文字就能实现相应操作,从而使人机交互更为简单直接。
关键词:自动校直机;控制系统;触屏设计
Design of control system of automatic straightening machine for rotor outlet end
ABSTRACT
As the shaft and spot welding will cause the rotor shaft deformation, resulting in vibration and noise during the operation of the motor, which seriously shortens the service life of the motor. Moreover, the traditional manual straightening method can not meet the needs of production, and the automatic straightening device is urgently required to replace the manual straightening. Therefore, a kind of automatic straightening machine measuring and controlling system with human-computer interaction is proposed in this paper. The working principle, control requirements, hardware and software design are emphatically described. The system can calculate the phase and alignment of the maximum value of radial pulse. Practice shows that the device can significantly improve product quality, improve efficiency and reduce labor intensity.
Automatic straightening technology is an advanced equipment manufacturing technology. Its application can improve the quality of mechanical products and is highly concerned by developed countries in the world. In recent years, China's straightening machine has developed rapidly, but it is still in the stage of exploration and development, and product design is particularly important. In this paper, an automatic straightening machine based on touch screen is designed.
The structure of the system conforms to the design of the mainstream industrial control system. The system uses the touch-screen as a human-computer interaction medium. It can not only display various kinds of data in rich graphics, but also users can realize the corresponding operation by clicking the characters or text on the touch-screen, thus making human-computer interaction more simple and direct.
Keywords:Automatic straightening machine; Control systems; Touchscreen design
目录
1 绪论
1.1 研究的背景
轴杆类零部件在机械加工或热处理过程中会发生弯曲变形,发生弯曲变形的零部件为下一道精加工工序带来了诸多影响。为了获取下道工序所允许的最小切削量、减少废件提高成品率、节约加工和原材料的成本和保证工件达到严格的最终设计公差要求,自动校直机就成了该类产品热处理后不可缺少的关键设备。因而,校直设备的研究就成为必要。“校直”不同于“矫直”,在许多应用和阐述过程中,常常不太注意区别“校直”和“矫直”这两个概念,有时会将这两个概念混淆或等同起来。然而,这两个概念在机械行业中是有一定区别的:“矫直”是使挠曲的板料、型材和管料变为平直状态的塑性加工方法,常用的矫直方法有辊形矫直和拉伸矫直等;“校直”是消除材料或工件弯曲的加工方法。矫直机分为压力矫直机、辊式矫直机、拉伸矫直机和拉弯矫直机等。因此,矫直机的概念要更广一些,它消除材料的弯曲、翘曲、凸凹不平等缺陷,更多地应用于冶金行业。而校直机则是仅针对弯曲棒材的加工方法,多用于零部件的生产制造中或零件的修复。可以说,校直是矫直的方法之一。校直机有多种类别:从原理上可分为捶击式校直机和多压点屈服式校直机;从功能上可分为自动校直机和手动校直机;从加载方式上可分为机械式校直机和液压式校直机;从主机结构上可分为C型校直机和门型校直机。
近年来,随着我国经济的持续快速发展以及国务院振兴东北老工业基地战略决策的提出,汽车等相关行业生产规模不断扩大,整体技术水平和技术要求也随之提高。在优胜劣汰的竞争环境中,企业的质量意识不断提高,产品品质也就成为企业生存和发展的关键,传统的压力机手工校直方式已经逐渐被市场淘汰,开发集自动化、智能化、高效率、高精度、多功能等优点于一身的轴类多压点式自动校直机产品就成为当务之急。
1.2 研究现状
1.2.1国外研究现状
在我国,校直机领域一直处于原始的低水平阶段,大多数企业校直轴杆类
零部件时,普遍采用简易型的压力机,由人工测量、校直、再由检查人员检验。
工序复杂、劳动强度大、生产效率和控制精度低下,操作者的技术熟练程度对生产效率和质量的稳定性都有很大的影响。在工业发达国家里,由于劳动力成本高,在热后校直工序普遍采用自动化程度很高的校直设备。它不仅提高了生产效率和质量控制精度,而且也直接避免了人的因素对产品质量的影响。
为了提高生产效率和产品质量以及节约劳动力成本,在国外发达国家企业多
采用自动化校直设备完成轴类零件的校直工序。因此,大量的人力物力被投入到
校直技术的研究以及自动化校直设备的研发中。在工业发达国家都有一些专门的校直机制造公司和研究机构,知名度较高的有德国MAE公司、意大利GALDABINI公司、美国的TAATRANDING公司、日本的东和精机株式会社和国际计测器株式会社等。他们生产的校直机都已经有了较高的技术水平,集中表现在自动化、智能化、测量精度高、生产节拍快等方面。在国内,我所的液压式自动轴类校直机产品仅以较高的性价比、人性化的设计、快捷的售后服务占据了一部分市场份额,而在诸多方面与国外产品还存在一定的差距。
日本东和精机株式会社生产的ASP系列智能型校直机能自动检测工件在三维方向上的挠度,以计算结果为基础,选出校直点,控制滑块行程值及校正挠度值。检测装置包括:计算机控制的轴直线度检测系统,以千分表指示修正点的顺序号和挠度值,以数字开关输入最小校正值,通过弯曲形式的识别,计算并选择出滑块的加压点。该机还带有自动上下料装置。
通过研究发现目前的自动校直设备均没有对轴类的零件的校直工艺做出完整的系统理论模型,对校直过程的控制是将操作者的技术经验转化为数据库或专家库中的数据,建立起一个庞大的校直专家系统。在校直过程中根据工件弯曲变形的实时检测结果,经验地使用专家数据库中的经验数据。因此在没有形成完整、系统的轴类零件校直工艺理论数学模型的情况下,现今自动校直机的控制系统所建立的校直控制策略也只是针对某一特定的校直对象,而没有出现功能全面的、智能化、具有强大自适应自学习能力的校直决策工艺控制系统。
1.2.2国内研究现状
目前,国内相关研究开发自动校直设备的机构,在研发校直机的控制系统大
致有三类,以单片机为核心的控制系统,此种方法软硬件信息资源有限,开发难
度较大,人机交互能力较差;以可编程控制器PLC为核心的控制系统,此种方法可靠性高,功能完善,可以作为校直机的下位机完成校直动作的控制;以工业控制计算机为核心的控制系统,此种方法具有丰富成熟的软硬件资源和技术,系统性能和可靠性高,适用范围广,而校直设备控制系统软件系统的研发多采用VisualC++、VisualBasic、Labview以及C++Builder等相关软件。目前,模糊控制和神经网络等智能控制算法已经在很多控制领域得到应用,而且在国内外的研究中很多校直机设备将这些智能控制算法引入开发自动校直过程的控制策略中,寻求改善校直机控制系统性能,解决自动校直机对不同工件的适应性问题,提高自动校直设备的自学习能力。
随着电子技术和计算机应用技术的不断发展,开发高技术附加值的精密自动校直机系列产品及其配套附件,完善测控手段和装置,提高产品的功能和性价比,这对以质优价廉的国内产品替代进口产品,节约外汇、提高经济效益,增强市场竞争力等都具有广阔的前景。
1.3 研究的意义
在竞争日益激烈的汽车行业中,整车及零部件的质量已经成为当前阻碍汽车产业进步的关键因素。汽车电机是汽车的一个重要组成部分,在电机转子轴加工过程中,压轴和点焊会引起转子轴的变形,致使电机工作时会有振动和噪声,这严重缩短了电机的使用寿命,甚至可能出现相当数量的废品。
由于手工校直的质量完全取决于工人经验,劳动强度大,校直效率低且精度不能保证,容易断轴及产生裂纹,已无法满足生产的需要,迫切要求自动校直装置取代手工校直。虽说我国汽车工业已经从国外引入了轴类自动校直机,但其核心技术尚未被我们所完全掌握,所以,我们更倾向于研究拥有国内自主知识产权的自动校直设备,这具有切实的意义。
本文对转子出轴端校直测控系统的总体方案和硬、软件设计进行了深入研究,该装置由PLC控制、具备人机交互,能够计算出径向跳动最大值所在的位置及相应的校直行程量以便后续校正,达到了降低劳动者劳动强度、提高校直精度和生产效率的目的。
1.4 研究的目标与内容
在此校直机控制系统设计中,希望达到的功能就是使用plc控制步进电机,在根据上面已经提出的拟解决的关键问题后针对这些问题,有以下研究思路和方法。
1查阅相关资料,详细清楚地了解校直机的工作原理
2问题1:查阅相关资料,结合本控制系统设计实际,要测量转子转动过程中的跳动度,就需要用传感器来测量跳动度,在本控制系统中,我们需要将传感器接在plc上结合我们使用一些相关要求,我们使用LVDT位移传感器,我们将在转子头旁边用该传感器来测量转子跳动,经plc数据判别,根据设定数值,来判定转子跳动度是否符合我们该系统的要求。
问题2:本控制系统使用两个精度较高的步进电动机,实现控制步进电动机1进行转动,经LVDT传感器测量完转子跳动度后,数据经plc分析判别,如数值符合,则进行下一步,如数值不符合,经plc控制脉冲方向和频率,步进电动机转过一定的角度,从而控制转子转动到跳动最大值处。
2 自动校直装置总体设计方案
2.1 自动校直装置概述
自动校直机包含机械结构、电气测控和软件算法。其中,测控系统是设备运行的关键部分,决定着整机运行的稳定性。本文设计的测控系统主要包括:人机界面部分:以往的校直机测控系统,大都采用电控柜面板进行人机交互,包含大量按钮和指示灯。本系统采用先进的工业触摸屏配合工业计算机,所有操作均以虚拟按钮的形式显示在屏幕中,运行状态也以虚拟指示灯来显示,实现所见即所控的操控。数据采集部分即校直机最关键的测量数据是工件的跳动量,本系统采用精度极高的位移传感器进行测量,通过数据采集卡输入计算机,为校直专家软
件提供精准数据;运动控制部分即为了对工件进行精准校直,本系统采用先进的步进驱动装置;PLC部分即本系统应用了先进的可编程控制器,连接设备的所有动作传感器和气缸,协调设备完成自动上下料、切换校直位置等动作。PLC与工业计算机保持通信,共同控制设备动作,实现对工件的校直;节能保护部分即设备运行过程中,需要高度重视对人员的保护。本系统包含多种防护措施,保证人
员安全和设备的安全运行。另外,设备待机状态下,系统会自动启动节能模式,减少能源损耗。

图2-1转子出轴端校直装置机械结构
如图2-1所示为转子出轴端校直装置的机械结构,其主要由整体框架、驱动单元、检测单元、校直单元、装夹定位单元以及控制单元组成。校直装置为单点测量出轴端偏心、单点冲压出轴端校正。

图2-2校直机示意图
校直机示意图如图2-2所示。装夹定位单元用于放置电机转子;驱动单元用于带动转子回转;检测单元用于测量出轴端径向跳动;控制单元用于分析处理数据,根据校直工艺理论计算出校直单元应作用于出轴端的弯曲力矩;校直单元用于对转子进行校正。由于校直单元的冲压位置相对固定,因此弯曲力矩可用校直单元压迫转子的位移来表示,即校直单元位移和最大径向跳动值之间的线性关系。由此可知,系统的关键点和难点是“在哪校”和“校多少”的问题。
2.2 系统控制要求
首先,将电机转子安装至校直装置的装夹定位单元上,使其只能绕转子轴线旋转。其次,校直装置在触发“启动”按钮后进入自动校直过程。电机(驱动单元)驱动皮带传动装置下降,直至皮带与待校转子相接触;皮带传动机构驱动待校转子旋转,出轴端的位移传感器开始工作;电机每转过一个步距角,测量系统采样一次,当转子转满一圈后,电机停止工作。
此时,控制单元将对所测得的数据进行分析处理,判断转子旋转一周的径向跳动最值差是否在所允许的最大误差范围内。如在,则结束校直,人工取下电机转子;否则,电机控制待校转子旋转至最大径向跳动处,且最大径向跳动处指向校直顶头方向;控制单元根据校直工艺理论确定校直行程量,电机(校直单元)带动螺杆螺母传动装置驱动校直顶头对待校轴进行校正———抵消转子的偏心。考虑到校直的效率问题,如果校直三次后仍不合格,则视为废品处理,报警并结束校直。
2.3自动校直机的分类与选
图2-2自动校
 |
直机的系统框图
自动校直机主要由加载系统、计算机控制系统、逻辑控制单元、检测单元和辅助单元组成。校直机主机加载系统一般有两种形式:机械式加载方式和液压式加载方式。机械式加载装置系统惯性小、响应快,易于实现快速启动、制动和频繁的换向,其缺点是结构复杂,噪声大且加载能力受结构的限制不能太高,一般多应用于加载能力范围在200KN以下的校直机产品中。而液压式加载装置的加载能力高且工作比较平稳、噪音低,适合于较大载荷能力的校直机产品。液压传动因为是对流体介质的压力、流量和流动方向进行控制或调节,因此操纵很方便。特别是当液压控制技术和电气控制技术结合在一起使用时,能实现复杂的顺序动作和远程控制,也更容易实现自动化。
另外,液压式加载装置还有易于实现过载保护、液压元件具有自行润滑功能,
因此可靠性和使用寿命较长。液压元件的标准化、系列化、通用化,使液压系统的设计、制造和使用都比较方便。
3 硬件系统设计
3.1可编程控制器PLC
可编程序控制器是一种以微处理器为核心的通用工业控制设备,目前已被广泛的应用于工业生产的各个领域。它采用可编程序的存储器,用来在其内部存储执行逻辑运算、顺序控制、定时、计数和算术运算等操作的指令,并通过数字式、模拟式的输入输出,控制各种机械或生产过程。可编程序控制器具有功能强、可靠性高、抗干扰能力好而且编程简单等特点。
PLC 控制系统从根本上改变了传统的继电器控制系统的工作原理和方式。继电器控制系统的控制功能是通过采用硬件接线的方式来实现的,而 PLC控制系统的控制功能是通过存储程序来实现的,不仅可以实现开关量控制,还可以进行模拟量控制、顺序控制。另外,它的定时和计数的功能也远比继电器控制系统强,一般可以为用户提供几十个甚至上百个定时器、计数器。随着计算机和通信技术的发展,现代的 PLC 控制系统已远不是几十年前的样子,PLC 的控制从早期的单机控制发展到多机控制,实现了工厂自动化。
其中输入电路是由按钮、开关和传感器所构成;输出电路是由接触器、执行器和电磁线圈构成。PLC 系统除了可以完成传统的继电器控制系统所具有全部功能外,还可以实现模拟量控制、开环或闭环过程控制,甚至多级分布式控制。
3.2步进驱动器及步进电机
步进驱动器是一种执行机构,可以将电脉冲信号转变成角位移。当步进驱动器接收到一个脉冲信号,它就驱动步进电机按设定的方向转动一个步距角。在非超载的情况下,电机的转速、停止的位置只取决于脉冲信号的频率和脉冲数,而不受负载变化的影响。我们可以通过对脉冲个数的控制来实现对角位移量的控制,以达到准确定位的目的;还可以通过对脉冲频率的控制来实现对电机转动的速度和加速度的控制,以达到调速和定位的目的。
步进电机作为执行元件,是机电一体化的关键产品之一,广泛应用在各种自动化设备中。步进电机和普通电动机不同之处在于它是一种将电脉冲信号转化为角位移的执行机构,它同时完成两个工作:一是传递转矩,二是控制转角位置或速度。 步进电机必须有驱动器和控制器才能正常工作。驱动器的作用是对控制脉冲进行环形分配、功率放大,使步进电机绕组按一定顺序通电,控制电机转动。如图3-1所示为步进电机控制系统。

图3-1步进电机控制系统
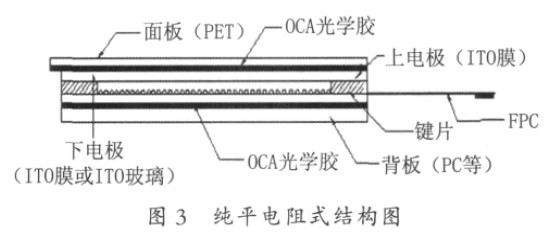
3.3电阻式触摸屏
与日俱增的多媒体信息查询使我们越来越多地接触到触摸屏,触摸屏具有经久耐用、快速响应、节省空间、方便交流等许多优点。人们把触摸屏视为最流行的电脑输入设备,其使得多媒体以崭新的面貌重新赢得了人们的关注,是极富吸引力和想象力的多媒体新一代人机交互设备。
电阻触摸屏的工作原理主要是通过压力感应原理来实现对屏幕内容的操作和控制的,这种触摸屏屏体部分是一块与显示器表面非常电阻式触摸屏配合的多层复合薄膜,其中第一层为玻璃或有机玻璃底层,第二层为隔层,第三层为多元树脂表层,表面还涂有一层透明的导电层,上面再盖有一层外表面经硬化处理、光滑防刮的塑料层。在多元脂表层表面的传导层及玻璃层感应器是被许多微小的隔层所分隔电流通过表层,轻触表层压下时,接触到底层,控制器同时从四个角读出相称的电流及计算手指位置的距离。这种触摸屏利用两层高透明的导电层组成触摸屏,两层之间距离仅为2.5微米。当手指触摸屏幕时,平常相互绝缘的两层导电层就在触摸点位置有了一个接触,因其中一面导电层接通Y轴方向的5V均匀电压场,使得侦测层的电压由零变为非零,控制器侦测到这个接通后,进行A/D转换,并将得到的电压值与5V相比,即可得触摸点的Y轴坐标,同理得出X轴的坐标,这就是所有电阻技术触摸屏共同的最基本原理。
触摸屏包含上下叠合的两个透明层,四线和八线触摸屏由两层具有相同表面电阻的透明阻性材料组成,五线和七线触摸屏由一个阻性层和一个导电层组成,通常还要用一种弹性材料来将两层隔开。当触摸屏表面受到的压力(如通过笔尖或手指进行按压)足够大时,顶层与底层之间会产生接触。所有的电阻式触摸屏都采用分压器原理来产生代表X坐标和Y坐标的电压。
为了在电阻式触摸屏上的特定方向测量一个坐标,需要对一个阻性层进行偏置:将它的一边接VREF,另一边接地。同时,将未偏置的那一层连接到一个ADC的高阻抗输入端。当触摸屏上的压力足够大,使两层之间发生接触时,电阻性表面被分隔为两个电阻。它们的阻值与触摸点到偏置边缘的距离成正比。触摸点与接地边之间的电阻相当于分压器中下面的那个电阻。因此,在未偏置层上测得的电压与触摸点到接地边之间的距离成正比。
电阻式触摸屏内部渡涂的透明ITO导电薄膜有工艺要求。涂层不可太厚,否则不但会降低透光率,还会形成内反射层,降低清晰度;涂层也不可太薄,否则容易断裂。在使用过程中,由于触摸屏的工作准确性需要依靠电阻网络的精密性来实现,如果某处电阻网络出现了故障将会使此处触摸屏触摸失灵:触摸屏表面经常被触摸,表层薄薄的一层透明ITO导电薄膜会出现细小裂纹,也会导致触摸失灵;透明ITO导电薄膜的外层采用的是塑胶材料,没有保护层,所以安全性较差。但是,从结构上看,电阻式触摸屏是一个相对封闭的系统,因此相比于其他触摸屏,不受外界污染物的影响,比如灰尘、水汽、油溃等,而且适合配带手套或是不能用手直接触摸的场合,因此能够在恶劣环境下正常工作,适合于航空机载显示系统。
3.4电感式位移传感器
传感器是将被测量按一定规律转换成便于应用的某种物理装置。通常将传感器看作是一个把被测非电量转换为电量的装置。电感式位移传感器具有结构简易可靠、没有摩擦、高灵敏度、大输出功率、高测量精度的特点。其利用电磁感应原理进行工作,把被测位移量转换为线圈自感系数的变化,输出的电感变化量需经电桥及放大测量电路得到电压、电流或频率变化的电信号。在其接通电源后,检测线圈的感应面上会产生一个交变磁场,当金属物体接近此感应面时,金属物体就会产生涡流,进而吸收振荡器的能量,使振荡减弱以致停振。振荡和停振这两种状态经检测电路转换成开关信号输出,以完成对物体的非接触检测的目的。
位移传感器又称为线性传感器,它分为电感式位移传感器,电容式位移传感器,光电式位移传感器,位移传感器超声波式位移传感器,霍尔式位移传感器。 电感式位移传感器是一种属于金属感应的线性器件,接通电源后,在开关的感应面将产生一个交变磁场,当金属物体接近此感应面时,金属中则产生涡流而吸取了振荡器的能量,使振荡器输出幅度线性衰减,然后根据衰减量的变化来完成无接触检测物体的目的。其主要的工作原理为计量光栅是利用光栅的莫尔条纹现象来测量位移的。“莫尔”原出于法文 Moire,意思是水波纹。几百年前法国丝绸工人发现,当两层薄丝绸叠在一起时,将产生水波纹状花样;如果薄绸子相对运动,则花样也跟着移动,这种奇怪的花纹就是莫尔条纹。一般来说,只要是有一定周期的曲线簇重叠起来,便会产生莫尔条纹。计量光栅在实际应用上有透射光栅和反射光栅两种;按其作用原理又可分为辐射光栅和相位光栅;按其用途可分为直线光栅和圆光栅。
电感式位移传感器具有无滑动触点,工作时不受灰尘等非金属因素的影响,并且低功耗,长寿命,可使用在各种恶劣条件下。位移传感器主要应用在自动化装备生产线对模拟量的智能控制。光电式位移传感器利用激光三角反射法进行测量,对被测物体材质没有任何要求,主要影响为环境光强和被测面是否平整。比如公路测量用到真尚有的激光位移传感器,就对传感器进行了特殊配置,与普通情况不一样。位移是和物体的位置在运动过程中的移动有关的量,位移的测量方式所涉及的范围是相当广泛的。小位移通常用应变式、电感式、差动变压器式、涡流式、霍尔传感器来检测,大的位移常用感应同步器、光栅、容栅、磁栅等传感技术来测量。其中光栅传感器因具有易实现数字化、精度高(目前分辨率最高的可达到纳米级)、抗干扰能力强、没有人为读数误差、安装方便、使用可靠等优点,在机床加工、检测仪表等行业中得到日益广泛的应用。
3.5电路设计
电路设计包括了上电电路、总电路图的设计。如图3-1所示为上电电路,其主要给PLC、触摸屏和步进驱动器等供电,为典型的“起、保、停”电路。首先,将QS电源开关接通。于是,控制电路中当按下SB2时KM1、KM2线圈分别得电,KM1、KM2常开闭合,KM1主触点闭合PLC和触摸屏得电,KM2主触点闭合两个步进驱动器WD3-007得电。当按下SB1时KM1、KM2线圈失电,PLC、触摸屏和两个步进驱动器失电。

图3-1上电电路
在总电路图上,PLC的输出点Y1用作脉冲信号的输出,分别单独送给两个步进驱动器,但发出的只是信号而没有电压,所以要在PLC与WD3-007之间加上一个5VDC。两个步进驱动器接受到脉冲信号后分别控制两个步进电机M1、M2的运动。总电路图上的具体输入/输出分配表见下表3-1。PLC控制电路中,有PLC、触摸屏、电感式位移传感器和两个步进驱动器及两台步进电机。电源电压采用220V交流电,电压输入端串上空气开关QS和保险丝FU,KM3、KM4互锁,Y1用来发脉冲信号,Y3用来控制方向。PLC与触摸屏之间采用8针圆孔型RS422通信口;模拟量输入模块有电流输入和电压输入可选,这里选用电流输入,并采用CH1。
表3-1I/O分配表
输入/输出 | 功能 |
X0 | 启动 |
X1 | 备用 |
X2 | 停止 |
X3 | 复位 |
Y0 | KM3线圈 |
Y1 | 脉冲输出 |
Y2 | KM4线圈 |
Y3 | 方向控制 |
4 软件系统设计
4.1系统控制流程
首先,人工将电机转子平放于校直装置装夹定位单元上。按下“启动”按钮,校直装置进入自动校直作业,步进电机1(驱动单元)带动皮带传动装置下降至其与待校转子相接触,使得皮带传动机构驱动待校转子旋转。与此同时,位于出轴端的位移传感器测量转子的径向跳动,步进电机1每转过一个步距角,测量单元采样一次。直至转子转过一圈,步进电机1才停止作。控制单元根据测量单元所记录的数据进行分析处理,判定转子转过一圈径向跳动的最大值与最小值之差是否在系统所设定的误差范围之内。若在,即转子轴合格---无需校直,系统结束工作,人工取下电机转子;否则控制单元计算径向跳动最大值所在的位置及相应的校直行程量,然后,步进电机1驱动转子旋转至最大跳动度处,其位于校直顶头出头与转子轴相交的平面上,且最大跳动度指向校直顶头方向。于是,校直单元进行校正作业。步进电机2(校直单元)带动螺杆螺母传动装置驱动校直顶头对待校轴进行校直修正。第一次校直完毕,步进电机2驱动校直顶头退回原位,这样则完成一次校直循环。步进电机1再次驱动待校转子旋转,同时位移传感器也在进行测量工作。转过一圈后,再次根据所测数据判断其是否合格。如合格,则结束校直,人工取下电机转子;反之,则再次进行校直,如此循环,直至满足校直要求。考虑到校直的效率问题,如果校直三次后仍不合格,则视为废品处理,立即出现报警,校直结束,进行下一根待校轴的校直图4-1为控制系统的流程框图。

图4-1控制系统流程框图
4.2具体实施
本设计所涉及的PLC编程、人机界面设计分别由GXWorks2和GTDesigner3所实现。GXWorks2专用于PLC设计、调试与维护。GTDesigner3是用于图形终端显示屏幕制作的Windows系统平台软件,该软件功能齐全,图形、对象工具丰富,且窗口界面生动直观,操作便捷,能够方便地改变所接PLC的类型,实时读取、写入显示屏幕,并且集成有GTSimulator3仿真软件,可以在PC机上模拟GOT运行。

图4-2人机界面
根据系统流程框图的提示,我们完成了转子出轴端校直测控系统PLC程序的编写、人机界面的绘制及模拟运行、调试。人机界面如图4-2所示,可手动设定最大允许误差,按钮有启动、停止和复位;指示灯有电源灯、运行灯、无需校直灯、校直中灯和报警灯,还有电机1正转指示灯、电机2正转指示灯和电机2反转指示灯。以上软继电器分别与程序编译相对应。
4.3计算机、PLC及触摸屏三者间的连接与通讯
计算机通过三菱PLC专用数据线FX-USB-AW与FX2N-48MT型PLC相连接;计算机通过数据线GT09-C30USB-5P与GOT1000系列GT1675M-STBA型触摸屏相连接;FX2N-48MT型PLC通过数据线GT01-C30R4-8P与GOT1000系列GT1675M-STBA型触摸屏相连接,采用串行通讯RS422。图4-3为三者的连接框图。通过实验中对系统的模拟仿真,初步证明了由PLC控制、触摸屏操作的转子轴校直机不仅突破了传统的轴校直工艺、提高了设备的自动化程度,而且显著改善了产品质量和降低了劳动者劳动强度。图4-4为 PLC 与触摸屏的实物连接图。

图4-3连接框图

图4-4 实物图
5结论
本文结合电机转子轴变形问题及当前校直机行业的实际情况,介绍了一种由 PLC控制、触屏操作的自动校直测控系统。在系统控制、硬件设计和软件设计等方面都做了深入分析。实验证明,该系统对于降低劳动强度和加工成本,提高工艺水平、生产效率和电机成品质量的意义重大。未来的工作将搭建一个功能齐全的测控系统,该系统能够自动上、下料,并配备一套双目视觉系对转子轴进行测量分析。
致谢
在这里我要感谢我的指导老师,在我迷茫的时候为我指点迷津,在我困惑的时启发并引导我,让我在学业上可以得到进一步的提升,同时作为我的长辈,对我的生活给予了温暖与关心,让我感恩于现在并将这份恩情永远的放在心头,这些年我在导师身上学习到了对于知识的钻研和对于业务能力的专业。
我感谢我周围的朋友们正是因为这些朋友们他们在平日里不断地鼓励我,尤其是在我的论文修改上给予了很大的帮助,有些在学术研究上的难题,我们一同解决,这种互助让我感受到了来自朋友的温暖,同时我也要感谢我的舍友们,这些年的朝夕相处,让我们一起进步,这份友谊,让我难忘。
在这里我还需要感谢我的母校,正是因为我的母校给我提供了良好学习的环境,培养了我学习能力,让我在困境中可以寻找到解决问题的真知,让我不断地进步,不断地充实自己。
我要感谢我的父母,正是父母对于我无微不至关心,给我提供坚强的精神后盾,让我再这些年的求学路上可以走的越来越远,他们不仅给我提供生活上的支持同时鼓励我在追求自己的梦想,尤其是在自己面临到人生选择的过程中,他们给予了我更多的是宽容,是他们的爱成就了现在的自己,也让自己不断的努力向前。
参考文献
[1]袁文浩.电梯T型导轨自动校直机控制系统的设计与实现[D].江苏:南京理工大学,2016.
[2]王田.自动校直机控制系统的设计[D].山东:中国石油大学(华东),2012.
[3]李英波,邓莉辉,冯正进.高速自动校直切断机控制系统设计[J].机电工程,2000,17(2):33.
[4]杨磊,汤跃,汤玲迪, 等.电驱动卷盘式喷灌机驱动与控制系统[J].排灌机械工程学报,2018,36(8):690-695.
[5]王瀛.步进电动机驱动的定子校直进给装置设计及应用[J].油气田地面工程,2016,35(12):52-54.
[6]张贤,赵明光.轴类零件校直机液压及 PLC控制系统设计[J].机床与液压,2013,(8):79-80.
[7]罗灿威.基于SERCOS Ⅲ总线的工业机器人控制器运动功能设计[D].江苏:东南大学,2015.
附录



{kind=link}